1. Introduction to Composite Titanium Felt
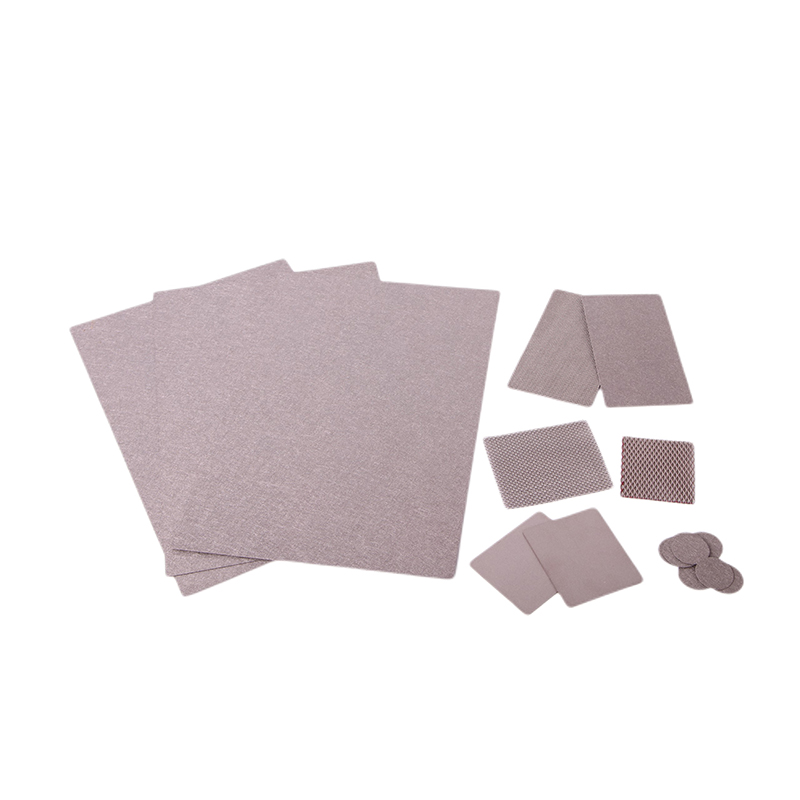
Composite titanium felt represents a paradigm shift in advanced material engineering, merging the intrinsic advantages of titanium—such as exceptional corrosion resistance, high strength-to-weight ratio, and biocompatibility—with tailored functional enhancements. This material is characterized by a three-dimensional (3D) porous structure, typically comprising interwoven titanium fibers or sintered titanium particles, augmented with coatings, nanoparticles, or secondary materials like ceramics or polymers. Unlike conventional titanium meshes or foams, composite titanium felt offers precise control over porosity (ranging from 50% to 90%), pore size distribution, and surface chemistry. These attributes make it indispensable in industries where performance under extreme conditions is critical, including energy storage, chemical processing, aerospace, and biomedical engineering.
The evolution of composite titanium felt is closely tied to the growing demand for materials that can withstand aggressive environments while maintaining functional efficiency. For instance, in proton exchange membrane (PEM) fuel cells, traditional carbon-based gas diffusion layers (GDLs) degrade rapidly under high humidity and acidic conditions. Composite titanium felt, with its inert titanium matrix and customizable surface coatings, emerged as a durable alternative, extending component lifespans by up to 300%. Similarly, in biomedical applications, its open-pore structure promotes tissue ingrowth, addressing limitations of solid titanium implants.
2. Structural Design and Fabrication Techniques
The manufacturing of composite titanium felt involves a multi-step process that balances structural integrity with functional performance:
2.1 Fiber Production
Titanium fibers, the building blocks of the felt, are produced through two primary methods:
- Melt Spinning: Molten titanium is ejected through nozzles and rapidly cooled to form fine fibers (10–50 μm diameter).
- Wire Drawing: Titanium rods are mechanically drawn into thin wires (50–100 μm diameter), which are then cut into short fibers.
2.2 Weaving and Sintering
Fibers are layered into a non-woven mat using needle-punching or electrostatic flocking techniques. The mat is then sintered in a vacuum or argon atmosphere at temperatures between 1,200°C and 1,400°C. Sintering parameters—such as heating rate, holding time, and pressure—directly influence pore size and mechanical strength. For example, slower heating rates (5°C/min) yield larger, interconnected pores, while rapid sintering (20°C/min) produces smaller, isolated pores.
2.3 Functionalization
Post-sintering treatments enhance specific properties:
- Chemical Vapor Deposition (CVD): Depositing silicon carbide (SiC) coatings improves oxidation resistance at temperatures exceeding 800°C.
- Electrochemical Deposition: Platinum or nickel nanoparticles (2–10 nm) are anchored to the titanium surface to boost catalytic activity. A 2022 study in Advanced Functional Materials demonstrated that Pt-decorated titanium felt achieved a 50% higher reaction rate in methanol oxidation than commercial catalysts.
2.4 Gradient Porosity Design
Advanced applications often require gradient structures. In PEM fuel cells, for instance, the gas diffusion layer (GDL) employs a dense microporous layer (10–20 μm pores) on the catalyst side to prevent water flooding, coupled with a macroporous substrate (50–100 μm pores) to facilitate gas flow. Such designs are achieved through layered sintering or selective laser ablation.
3. Key Properties and Performance Metrics
3.1 Porosity and Permeability
Porosity is the defining feature of composite titanium felt, directly impacting its mass transfer efficiency. Porosity levels are tunable between 50% and 90%, with permeability coefficients ranging from 1×10⁻¹² m² (for dense filters) to 1×10⁻⁹ m² (for high-flow electrodes). In a 2021 study by Li et al., a 70% porous titanium felt optimized for alkaline water filtration achieved a flow rate of 0.8 L/min·cm² at 1 bar pressure, outperforming stainless steel filters by 40%.
3.2 Electrical and Thermal Conductivity
The titanium matrix provides excellent electrical conductivity (1.5×10⁶ S/m) and thermal conductivity (21.9 W/m·K). These properties are critical in battery electrodes, where rapid electron transfer minimizes energy loss. For example, in lithium-sulfur (Li-S) batteries, titanium felt cathodes reduce internal resistance by 25%, enabling faster charging rates.
3.3 Corrosion and Oxidation Resistance
Titanium’s natural oxide layer (TiO₂) grants composite felt remarkable corrosion resistance. In accelerated aging tests (1,000 hours in 1M HCl), mass loss was negligible (<0.01%), compared to 0.1% for stainless steel. At high temperatures (800°C), SiC-coated variants exhibit oxidation rates 90% lower than uncoated samples.
4. Industrial Applications
4.1 Fuel Cells
Composite titanium felt has revolutionized fuel cell technology:
- PEM Fuel Cells: As gas diffusion layers (GDLs), they reduce interfacial contact resistance by 30% compared to carbon paper, enhancing cell efficiency from 50% to 60%.
- Solid Oxide Fuel Cells (SOFCs): Ni-impregnated titanium felt anodes sustain operation at 800°C for over 10,000 hours, a 200% lifespan improvement over conventional materials.
4.2 High-Temperature Filtration
In coal-fired power plants and cement kilns, titanium felt filters capture PM2.5 particles at 800°C with 99.9% efficiency. A 2023 case study at a German power plant reported a 40% reduction in downtime after switching to titanium felt filters.
4.3 Biomedical Implants
The material’s biocompatibility and osseointegration capabilities have spurred its use in orthopedic and dental implants. Clinical trials on spinal fusion cages showed 20% faster bone regeneration compared to traditional Ti-6Al-4V implants, attributed to the felt’s porous structure promoting vascularization.
5. Case Study: Toyota-MIT PEM Fuel Cell Collaboration
In 2023, Toyota and MIT jointly developed a PEM fuel cell stack integrating composite titanium felt GDLs. Key outcomes included:
- Power Density: Increased from 0.9 W/cm² to 1.2 W/cm².
- Durability: Achieved 15,000 charge-discharge cycles with <5% performance decay, surpassing DOE 2025 targets.
- Cost: Despite higher material costs ($700/m²), the extended lifespan reduced overall system costs by 18%.
6. Challenges and Future Directions
6.1 Current Limitations
- High Production Costs: Raw titanium accounts for 60% of total costs.
- Standardization Gaps: No unified metrics for porosity grading or mechanical testing.
6.2 Research Priorities
- Low-Cost Alloys: Ti-Fe-O alloys show promise, reducing costs by 30% while retaining 90% performance.
- Additive Manufacturing: Binder jet 3D printing could cut production time from 20 hours to 5 hours per unit.
- AI-Driven Design: Machine learning models are being trained to optimize pore structures for target applications.